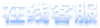
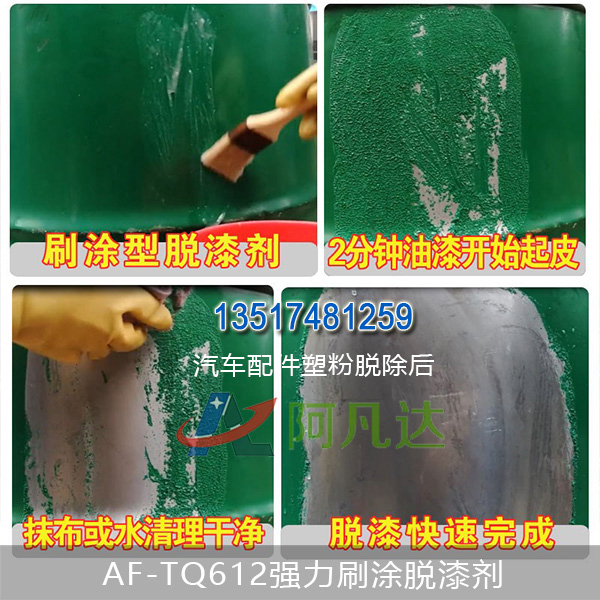
歡迎來到長沙阿凡達公司,公司主營環保脫漆劑,中性除銹劑,鋼筋除銹劑,多功能漆前處理劑,漆霧凝聚劑,常溫發黑劑。
-

掃碼打開手機站
- 掃一掃

掃碼加微信
掃碼打開手機站
掃碼加微信

在飛機結構中,通常需使用到非金屬及金屬兩類材料。在金屬類材料中,主要包含則高溫合金、鈦合金及鋼等。在飛機整體結構當中,雖然鋼材料實際占有比例相對較少。但是,鋼材料自身具有著無可替代的特性
1 加工過程質量控制
1.1 做好前期處理控制
前期處理環節,主要是針對于鋼零件的表面開展吹砂、除銹及除油等各項處理。針對于除油該項處理操作,包含著溶劑、化學、氣相、電解、超聲波及乳化等這些除油處理方式。在除油處理操作質量控制方面,操作者應當從溶液或者溶劑基本成分、時間、電流及溫度等入手來控制處理質量;在除銹處理方面,主要包含著強弱及電解式的侵蝕處理,操作者應當從溶液的溫度、成分、時間、電流等入手來控制處理質量;做熱噴涂處理期間,需采用汽油機其它一些有機的溶劑將鋼零件其表面所附著的油脂去除,再利用吹砂漿零件表面所殘留的污物及氧化物去除。針對熱噴涂處理質量控制,操作者應當從有機溶劑及汽油清洗法、清潔度、吹砂處理期間壓縮的空氣壓力、吹砂及熱噴涂的時間間隔、砂粒直徑等方面入手來控制處理質量;涂裝處理期間,預涂裝鋼零件應采用手工式除油及機械化除銹、磷化及吹砂等手段,做好除銹劑除油的表面做準備工作,以確保零件表面除油無銹及無油狀態,且磷化膜層耐腐蝕性及外觀等均可符合于涂裝處理各項標準。
1.2 合理控制化學覆蓋及鍍覆
對鋼零件實施化學覆蓋及鍍覆處理期間,操作環境的溫度、電壓值、電流實際密度、槽液的攪拌形勢及成分、清潔度及濕度等,均會對鋼零件其表面處理的質量產生影響。故需廣大操作者能夠嚴格按照處理工藝及相關參數,合理控制化學覆蓋及鍍覆處理操作質量。
1.3 嚴格把控后期處理質量
鋼零件其表面后期處理操作。主要包含著除氫處理、鈍化處理、封閉處理、皂化及填充處理等。針于抗拉強度在1 050 MPa以上的相關鋼零件,在做鍍覆處理之后,還需做好除氫該項處理操作。保濕時間及加熱的溫度等,均需依據強度級別及合金牌號予以確定,操作者需合理控制化學覆蓋及鍍覆至除氫等處理操作時間的間隔;鋼零件的鍍膜層及鍍鋅層做鈍化處理期間,操作者需注意把控鈍化液實際成分、干燥法及鈍化時間等,待鈍化處理之后,干燥的溫度必須控制于60℃以內;對鋼零件進行磷化膜的封閉處理操作期間,操作者必須嚴格把控封閉液時間及成分等;鋼零件做氧化膜層的皂化及填充等處理操作期間,操作者必須嚴格把控填充及皂化具體操作時間,并把控好填充液、液實際成分等,以將后期處理質量把控好。
2 電刷鍍技術在鋼零件表面劃傷快速修復中的應用
使用電刷鍍技術對飛機鋼構件表面損失進行修復時,工藝流程如下:打磨待修工件→用乙醚清洗工件→電凈處理→水洗→強活化→水洗→弱活化→水洗→刷鍍特殊鎳→水洗→刷鍍高堆積堿銅→水洗→修光→電凈處理→水洗→強活化→水洗→刷鍍鎳→水洗→吹干→涂漆。
2.1 表面處理和電凈
在對飛機鋼構件表面劃傷鍍前處理時,用砂紙將構件的表面打磨光亮,之后用紗布蘸上乙醚將工件的表面擦洗干凈,去掉表面的油污,然后等待乙醚揮發干,再用滌綸膠帶保護好待修部位。電凈處理時,用鍍筆和電源的正極連接,將工件連接電源的負極。電源的電壓是10V,鍍筆和工件之間產生相對運動,速度在每分鐘10m 到15m 之間,電凈時要防止出現腐蝕現象,因而要控制好電凈的時間。電凈時間通常在半分鐘到一分鐘之間,一些油污較少的部件,可適當的減少時間,用自來水將其沖干凈。經過電凈和水洗流程后,鋼零件對水有著很好的潤滑性,應沒有干斑現象的出現。電凈液體要用30g~40g/L 的氫氧化鈉、50~60g/L 的磷酸鈉以及30~40g/L 的碳酸鈉組成,pH 值保持在11 到13 之間。
2.2 強活化處理和弱活化處理
強活化處理時,使用2 號活化液,配方是20g~30g的鹽酸,鹽酸的濃度在0.36 到0.38 之間,150g 到180g/L 的NaCl,3g 到5g/L 的NaF,pH 值在0.5 到1.0 之間。鍍筆和電源的負極相連接,將受損的工件連接著電源的負極,這時的電壓是10V 到12V 之間。鍍筆和工件之間會產生相對的運動,速度為12~20m 每分鐘。活化后用自來水將工件沖洗干凈,表面呈現出灰黑色,這時的水潤性非常好,沒有掛水珠現象。弱活化處理時,使用3 號活化液態,配方是130~150g/L 的檸檬酸三鈉,90~100g/L 的檸檬酸,3~5g/L 的氯化鎳,活化液的pH 值在0.5~1.0 之間。
2.3 刷鍍金屬鍍層
在對工件刷金屬鍍層時,會用到特殊的鎳鍍液。鍍液的配方是380~400g/L 的NiSO4 false . false7H2falseO,20~22g/L 鹽酸,15~18g/LNiCl 2 false .false6H 2 falseO,65~70g/LRCOOH,pH 值在0.1 到0.3 之間。這個時候將鍍筆連接電源的正極,工件和電源的負極相連。鍍筆和工件之間會產生相對運動,速度在10~18m/ 每分鐘。刷鍍處理時先無電擦拭5s,之后接上20v 的電壓,再擦拭5s,之后再轉為正常的電壓(10s),在正常電壓下擦拭30~60s,最終使得鍍層的厚度保持在0.001mm 到0.003mm 之間,再用自來水沖洗干凈。刷鍍高堆積堿銅作尺寸層時,采用的鍍液態是高堆積堿銅液。堿性銅鍍液的配方是280~300g/LCuSO4 false . false5H 2 falseO,45~50g/L 硝酸銨,165~175g/L 的乙二胺,30~35g/L 的硫酸鈉,鍍液的PH 值在7.5~8.0 之間。鍍筆連接電源的正極,工件和電源負極相接。鍍筆和工件之間產生相對運動,速度在10~18m/min 之間。電壓在4V 到6V 之間,刷鍍過程中,使用鍍筆浸蘸鍍液,以對鍍液進行補充。修光處理時,劃分溝槽添滿后,使用砂紙打磨后電凈在進行活化,之后用自來水沖洗干凈。在刷鍍鎳時使用鎳— 鎢合金鍍液,鍍液的配方是430~450g/L 的NiSO4false . false7H2 falseO,35~40g/L 的檸檬酸,20~22g/L 的硫酸鈉,20~25g/L Na2 falseWO4 false . false2H 2falseO,18~20g/L 的冰醋酸等,鍍液的pH 值在1.2 到2.4 之間。電壓是12V,將鍍筆和電源的正極相接,工件和電源的負極相接。當鍍層達到要求的厚度時,就將保護的膠帶去掉,用砂紙將邊緣部位打磨光滑,用乙醚將表面的油污擦洗干凈后等待揮發干凈,最后將表面涂上漆。
結束語
綜上所述,為了能夠進一步提高飛機內部鋼零件其表面處理操作的專業化水準,防止出現飛機內部鋼零件其表面進行處理操作期間受各方面因素所影響,而出現質量問題,以至于影響到鋼零件基本性能,就需廣大技術員及相關專家提高對該問題的重視程度,積極投身于實踐探索中,以積累更為豐富的技術操作經驗,掌握飛機內部鋼零件其表面最佳處理方法及工藝,從飛機內部鋼零件其表面處理全過程入手,開展精細化的質量把控工作。從而切實的防止飛機內部鋼零件其表面處理操作期間出現質量問題,保證飛機內部鋼零件整體加工質量。



 阿凡達淘寶旗艦店
阿凡達淘寶旗艦店 阿凡達百度愛采購
阿凡達百度愛采購