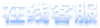
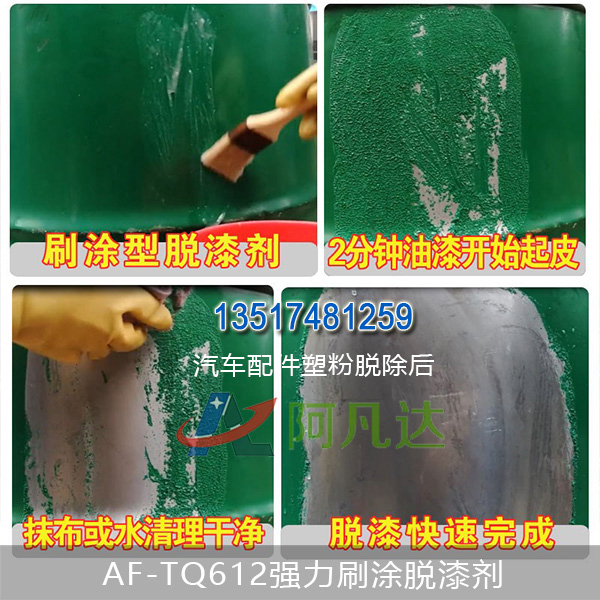
歡迎來到長沙阿凡達公司,公司主營環(huán)保脫漆劑,中性除銹劑,鋼筋除銹劑,多功能漆前處理劑,漆霧凝聚劑,常溫發(fā)黑劑。
-

掃碼打開手機站
- 掃一掃

掃碼加微信
掃碼打開手機站
掃碼加微信

鋼鐵在特定條件下與含有鋅、錳、鐵、鈣的磷酸鹽溶液相作用,通過化學反應在其表面生成難溶性磷酸鹽膜的過程稱為磷化。磷化膜層多孔,具有良好的吸附性,是各種涂料的底層。磷化膜經浸油,煮蠟等處理可以明顯提高磷化膜的耐腐蝕強度。因此,磷化處理已經成為金屬表面處理工藝中的一個重要環(huán)節(jié)。
1 磷化技術的發(fā)展概況
早期的磷化處理工藝是高溫磷化,通常在90℃~98℃高溫下進行磷化處理,其酸比為1:7~1:8,優(yōu)點是磷化膜抗腐蝕力強,結合力好;缺點是工作液溫度高,加溫時間長,浪費能源,溶液揮發(fā)量大,磷化處理成本昂貴,游離酸不穩(wěn)定。磷化膜結晶粗細不均勻,粗糙。在生產中溶液會產生大量沉淀物,病吸附于金屬表面,造成大面積掛灰現(xiàn)象,這無論在槽液的日常管理方面還是在基本材料磷化后的處理方面,都顯露出很多的弊端。
中溫磷化處理技術,通常在50℃~70℃范圍內進行磷化,溶液的酸比為1:10~1:15,處理時間為15min~30min,它克服了早期高溫磷化處理的各種缺點,操作技術簡單,容易掌握,游離酸度比較穩(wěn)定,槽液清澈,基體材料表面無掛灰現(xiàn)象,磷化膜均勻、細膩、耐腐蝕能力強。用這種工藝處理鋼鐵及其合金等金屬表面所形成的磷化膜即可作為工件的最終精飾與防腐,也可作為其它覆蓋層中間層,所以中溫磷化技術在國內的各個相關領域得到了廣泛的推廣應用,從而逐漸取代了高溫磷化處理工藝。
常溫磷化技術是在25℃~30℃范圍內進行磷化,溶液酸度比為1:20~1:30,這種磷化技術的適用范圍以板型薄型基體為主,優(yōu)點是節(jié)省能源,磷化膜層均勻,操作管理簡單,缺點是用這種工藝處理鋼鐵表面所形成的磷化膜,由于膜層較薄,只能作為其它覆蓋層的中間層,而不能作為工件的最終精飾與防腐。
2 中溫磷化處理工藝
2.1中溫磷化技術的工藝參數(shù)(以86-B#磷化液為例)
磷化原液按1:2~3的比例加水進行調整,其工作的參數(shù)為:1)總酸度:140~150點;2)游離酸度:15~16點;3)酸比:1:8.8~1:10;4)酸洗液的總酸度控制在650±50點。
2.2中溫磷化工藝流程
除油(40℃~55℃)→水洗(常溫流動水)→除銹(常溫LPm#除銹劑)→水洗(常水)→磷化(86-B#磷化液)→流動水洗(60~68℃)→熱水洗(85℃~90℃)→吹干(600kPa壓力空氣)→煮蠟(85℃~88℃)→轉下道工序
3 應用中溫磷化技術的幾點體會
我廠從1996年開始應用中溫磷化技術,經過多年的實踐,以基本掌握了磷化液的參數(shù)特性,形成了具有行業(yè)特性的工藝流程和控制方法。
3.1除油
鐵路用制動機的各種閥體形狀復雜,內部有不同容積的空腔,盲孔,加工中冷卻液中的礦物油殘留在工件的內孔及表面,在溫度較低時,礦物油會凝結在工件的內腔壁上和表面,在磷化工序前不除盡這些油污會影響覆膜的耐腐蝕性,以及覆膜不均勻,嚴重時會有局部無磷化膜現(xiàn)象發(fā)生。
在除油工序中應采用以表面活性劑為主的低泡弱堿性清洗劑,pH值范圍在7.5~8.5之間,清洗液溫度45℃~55℃,工件表面的油污可快速除掉;采用掛水試驗法來檢驗除油效果,即將工件從水槽中提出觀察,水在工件表面均勻掛附,為表面油污徹底除凈,否則為未除凈。
3.2酸洗
經過除油后的工件應進行酸洗,去除工件表面氧化膜,同時在工件表面形成不溶性的磷酸亞鐵,在磷化時起到晶核的作用,工件裝框擺好,用吊車浸到酸洗槽中15min~30min。工件料筐浸到槽液中要上下擺動,酸洗液應根據(jù)每月生產量及時間按期更換,保證酸洗液中的總酸點在550±50點。
3.3水洗
不論是除銹、除油還是磷化后水洗,水的清潔度都應做到清潔、流動。每天要更換一次,磷化后的水洗還要保持水的溫度,兩次水洗,一次水洗溫度在55℃~58℃,可先洗去殘留在工件表面的化學成分,保持磷化膜不發(fā)生變化,二次水洗溫度在85℃~90℃。使晶核快速干燥,達到封閉磷化膜表面孔的作用。
3.4磷化
磷化工作液要嚴格按比例配置,要將總酸度、游離酸度,工作溫度等各項技術指標控制在規(guī)定的范圍內,每項指標的變化都會影響磷化膜的形成。磷化液的配制比例及過程,在這里不贅述。
4 結論
綜上所述,在磷化處理工藝中,科學地設計工藝流程,合理地,有針對性的選擇適合制動機工件各項技術參數(shù)的表面處理材料,是保證磷化質量的重要前提,仔細操作每一道工序,嚴格控制磷化處理所規(guī)定的各項指標范圍是保證磷化質量的關鍵,只有這樣,才能保證工件的表面磷化質量,適應鐵路用制動機產品各種環(huán)境的工作需要。



 阿凡達淘寶旗艦店
阿凡達淘寶旗艦店 阿凡達百度愛采購
阿凡達百度愛采購